
Wcześniej omówiliśmy ogólne zastosowanie młyn elektromagnetyczny w procesach oczyszczania ścieków. Teraz bardziej szczegółowo opowiemy o tym, jak działają urządzenia podczas oczyszczania ścieków z określonym rodzajem zawartych zanieczyszczeń lub oczyszczania ścieków z określonych zakładów produkcyjnych. Dzisiejszy przegląd dotyczy oczyszczania ścieków z produkcji drożdży paszowych.
Produkcja drożdży paszowych
Drożdże paszowe są wykorzystywane jako pokarm dla zwierząt gospodarskich, drobiu i ryb. Pod względem struktury drożdże paszowe są odżywką białkową. Jego główną przewagą, na przykład nad zbożami, jest tempo wzrostu. Uzyskanie drożdży paszowych jest 500-krotnie mniej czasochłonne niż uzyskanie owocnych upraw rolniczych.
Gorzelnie zwykle zajmują się produkcją drożdży, ponieważ wygodnie jest hodować drożdże na produktach ubocznych produkcji alkoholu: wywarach zbożowych, wywarach ziemniaczanych, mieszanych melasach i wywarach zbożowych. Ten wywar zawiera niewykorzystany cukier, który jest niezbędny do uzyskania drożdży.
Podczas produkcji drożdży paszowych obficie tworzy się tzw. popłuczyna podrożdżowa, która zawiera różne substancje organiczne, zawiesiny i inne zanieczyszczenia. Skład tego przemywania jest różny i zależy od rodzaju wsadu, ilości, schematów przebiegu procesu i innych czynników.
Dlatego też należy odkazić pranie w celu obniżenia zawartości zanieczyszczeń organicznych i innych do wartości nieprzekraczających maksymalnych dopuszczalnych stężeń.
Metody dekontaminacji po myjni drożdżowej
Istnieją trzy główne metody dekontaminacji po myjni drożdżowej:
- chemiczny;
- fizyczne i chemiczne;
- biologiczny.
Doświadczenie wskazuje, że większość przedsiębiorstw branży alkoholowej preferuje metody biochemiczne, które polegają na wykorzystaniu biofiltrów, zbiorników napowietrzających i zbiorników napowietrzających do mieszania. Dwuetapowy proces obróbki biochemicznej utleniaczami biologicznymi i dmuchawami powietrza służy do doprowadzenia powietrza i zwiększenia aktywności procesów biochemicznych w praniu.
To podejście ma następujące wady:
- stopień oczyszczenia nie odpowiada wymaganiom stawianym ściekom wpływającym do miejskich oczyszczalni biologicznych (biologiczne zapotrzebowanie tlenu wynosi 1000-2000 mg/dm3 i więcej przy dopuszczalnej ilości 600 mg/dm3);
- duże zużycie energii elektrycznej – 5–8 kW·h/m3 prania;
- wysokie koszty kapitałowe i operacyjne.
Sposoby poprawy efektywności oczyszczania ścieków z produkcji drożdży paszowych
W ostatnich latach do oczyszczania ścieków zawierających substancje organiczne, zawiesiny i mikroorganizmy coraz częściej stosuje się metody oddziaływań elektrycznych i innych.
Stwierdzono, że zewnętrzne pole elektryczne powoduje:
- efekty elektrofizyczne (ukierunkowanie cząstek symetrycznie względem osi, powstawanie łańcuchów i skupisk mikroorganizmów);
- skutki biologiczne (zaburzenia metaboliczne, ograniczony wzrost i tempo podziałów komórek, śmierć komórek).
Pole magnetyczne oddziałuje również na roztwory wodne, ułatwiając koagulację i flokulację cząstek ośrodka rozproszonego, wzmagając adsorpcję i zwiększając rozpuszczalność substancji.
Podczas elektrochemicznej obróbki elektrolitów w elektrolizerach dochodzi do elektrochemicznego utleniania zanieczyszczeń organicznych pod wpływem tlenu powstającego w reakcjach elektrodowych. Zasadniczą cechą metod elektrochemicznych wpływających na jakość dezynfekowanych roztworów i ekonomiczny aspekt procesu jest to, że metodom tym zwykle towarzyszy równoległy przepływ chemikaliów. Są to katodowe osadzanie metali, procesy redoks na elektrodach, które wpływają na destrukcję związków, procesy elektroforetyczne i elektrokoagulacji w roztworach, które odpowiednio wpływają pozytywnie na usuwanie zawieszonych substancji i soli różnych zanieczyszczeń.
Zainteresowanie budzi również wykorzystanie wyładowań elektrycznych. Uważa się, że reakcje chemiczne w roztworach podczas wyładowania są spowodowane procesami jonizacyjnymi i termochemicznymi, a także falami uderzeniowymi. Stwierdzono, że skuteczność dekontaminacji wzrasta wraz ze wzrostem energii wyładowania i wydłużonym czasem jego oddziaływania na ścieki.
Większość czynników i zjawisk spośród wymienionych powyżej (przetwarzanie elektromagnetyczne, elektroliza, fale akustyczne, intensywne rozpraszanie i mieszanie) ma miejsce w komorze roboczej wirowego urządzenia warstwowego (AVS). Dlatego zastosowanie tego typu urządzeń w procesie dekontaminacji pomydlanej jest obiecujące, ale najpierw wymaga eksperymentalnego sprawdzenia.
Wyniki badań eksperymentalnych
Badania przeprowadzono na aparacie, którego schemat przebiegu procesu przedstawiono na rysunku 1.
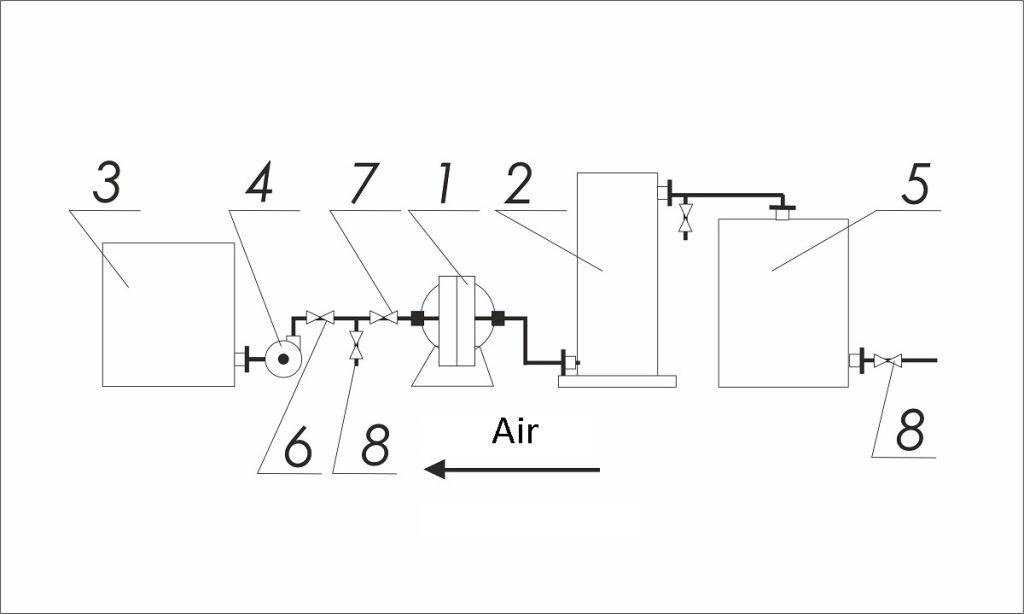
Rysunek 1 – Schemat blokowy procesu dekontaminacji po myciu drożdży: 1 — młyn elektromagnetyczny, 2 — kolumna do przenoszenia masy, 3 — zbiornik do płukania źródła, 4 — pompa, 5 — odkażony zbiornik do płukania, 6 — zawór odcinający, 7 — zawór sterujący, 8 — próbniki
Zasada działania urządzenia jest następująca. Wypływ popłuczki drożdżowej trafia do młyna elektromagnetycznogo (1) ze zbiornika (3) za pomocą pompy (4) przez zawór odcinający (6) i zawór sterujący (7). Przed AVS powietrze jest dostarczane do myjni za pomocą dmuchawy. W komorze roboczej urządzenia źródło i powietrze poddawane są intensywnej obróbce pod wpływem wirującego pola elektromagnetycznego, wirowej warstwy cząstek ferromagnetycznych, wysokich miejscowych ciśnień, drgań akustycznych, elektrolizy i innych czynników. Za urządzeniem popłuczyny trafiają do kolumny przenoszenia masy (2) wypełnionej wypełnieniem ceramicznym, gdzie zapewniona jest dalsza intensywna obróbka popłuczyn, poprawiająca efektywność procesu utleniania. Odkażona popłuczyna zbierana jest w zbiorniku (5) za kolumną. Próbki źródła i odkażonej popłuczyny pobierane są z próbników (80). Wyniki badań AVS w środowisku przemysłowym przedstawiono w tabeli 1. Parametry popłuczyn podrożdżowych przed obróbką: chemiczne zapotrzebowanie tlenu – 15150 mg/dm3, biochemiczne zapotrzebowanie tlenu – 4840 mg/dm3.
Tabela 1 – Wyniki badań AVS podczas oczyszczania ścieków z produkcji drożdży paszowych
| Sposób obróbki popłuczyny podrożdżowej z powietrzem | Czas przetwarzania, s | Zużycie powietrza, m3/m3 prania | Właściwości po praniu drożdży | |
| Chemiczne zapotrzebowanie tlenu, mg/dm3 | Biochemiczne zapotrzebowanie na tlen, mg/dm3 | |||
| W urządzeniu do młyn elektromagnetyczny AVS-150 oraz w kolumnie z wypełnieniami ceramicznymi (W = 0,1m3,Q = 25 m3/godz.) | 15 | 6 | 2300 | 120 |
| 8 | 1450 | 90 | ||
| 10 | 780 | 30 | ||
| W przemysłowym fermentorze-utleniaczu typu okresowego (W = 400 m3) | 3600 | 18 | 6000 | 1250 |
| 24 | 4000 | 780 | ||
| 30 | 2500 | 210 | ||
Jak pokazuje tabela, obróbka popłuczyn po drożdżach z użyciem powietrza przy niższym zużyciu powietrza zapewnia lepszą wydajność obróbki niż w przemysłowym fermentorze-utleniaczu typu okresowego.
Zalety młyn elektromagnetyczny w procesach oczyszczania ścieków
- Wysoka pojemność (AVS-100 — 8-10 m3/h, AVS-150 model – 16 m3/h).
- Kompaktowe wymiary i łatwa integracja z działającymi urządzeniami do przetwarzania. W tym celu wystarczy zapewnić połączenie komory roboczej AVS z rurociągami wlotowym i wylotowym.
- Oszczędność powietrza, środków chemicznych i innych substancji pomocniczych stosowanych w oczyszczaniu ścieków.
- Przyspieszenie reakcji chemicznych dziesięcio- i stukrotnie.
- Oszczędność energii elektrycznej dzięki szybkiemu przebiegowi reakcji chemicznych i niskiemu poborowi mocy (model AVS-100 — 4,5 kW, model AVS-150 — 9,5 kW). Jednostkowe zużycie energii elektrycznej nie przekracza 0,4–0,5 kW·h/m3 prania.
W celu uzyskania porady dotyczącej wprowadzenia młyn elektromagnetyczny do oczyszczalni ścieków w gorzelniach, zakładach biochemicznych i innych przedsiębiorstwach specjalizujących się w produkcji drożdży paszowych. Prosimy o kontakt z naszymi specjalistami technicznymi, korzystając z niektórych danych kontaktowych zawartych w odpowiedniej sekcji strony internetowej.
 Aparat warstwy wirowej ...
Aparat warstwy wirowej ...